
Термомеханическое упрочнение арматурного проката
технология, средства, разработка
|
|
Термист Термомеханическое упрочнение арматурного проката технология, средства, разработка |
| Главная | О сайте | Стандарты | Технология | Устройства |
| Лаборатория | Библиотека | Глоссарий | Желтые страницы | Обратная связь |
УДК 621.789:62-238.004.18
Национальная металлургическая академия Украины (г. Днепропетровск, Украина)
 За основу получения проката передельного круглого профиля (катанки)
повышенной прочности для изготовления высокопрочной метизной продукции была
принята ранее разработанная технология производства арматурной стали класса
Ат-IIIС (А400С) [5,
8],
заключающаяся в прерванной закалке движущегося проката потоком воды с
последующим самоотпуском при 620 - 700 °C.
За основу получения проката передельного круглого профиля (катанки)
повышенной прочности для изготовления высокопрочной метизной продукции была
принята ранее разработанная технология производства арматурной стали класса
Ат-IIIС (А400С) [5,
8],
заключающаяся в прерванной закалке движущегося проката потоком воды с
последующим самоотпуском при 620 - 700 °C.
Отработку технологии производства ТМУ проката из малоуглеродистых и низколегиро-ванных сталей диаметром от 6,0 до 14,0 мм и выпуск промышленных партий осуществляли на проволочной линии стана МПС 150/250 ПАО «АМКР» [9], оборудованного линией двухстадийного охлаждения «Стелмор». В результате были разработаны НД [ТУ - 10, 11] и получено универсальное сырье - прокат передельный (табл. 2) для последующей его переработки в различные виды метизной продукции.
| Марка стали | Диаметр, мм | Класс прочности | σ0,2, Н/мм2 | σв, Н/мм2 | σв/σ0,2 | δ5, % | ψ, % |
| Ст3пс | Катанка 12.0 | 400 | 450 | 575 | 1.28 | 27.0 | 63.0 |
| 20Г2 | Катанка 12.0 | 400 | 458 | 642 | 1.40 | 29.0 | 66.0 |
В данной работе типоразмеры проката передельного определялись техническими возможностями проволочного стана, на котором выполнялись исследования и был ограничен по диаметру от 5,5 до 14,5 мм. Указанный сортамент пригоден для производства холоднодеформированного арматурного проката (ХДАП) диаметром 4,0…13,0 мм, болтов, винтов и шпилек М4…М12, гаек М5…М10. Уже действует новый проволочный стан на ОАО «НЛМК», где по технологии «Стелмор» производят катанку диаметром до 22,0 мм, и готовится к запуску стан на ООО «АЭМЗ», где по данной технологии будут производить катанку диаметром до 25,0 мм, что существенно расширит номенклатуру метизной продукции: ХДАП диаметром до 18,0 мм, болтов и шпилек до М22, гаек до М20.
Варианты производства различных видов метизной продукции из проката передельного (катанки) повышенной прочности марки 20Г2 представлены на рис. 2.
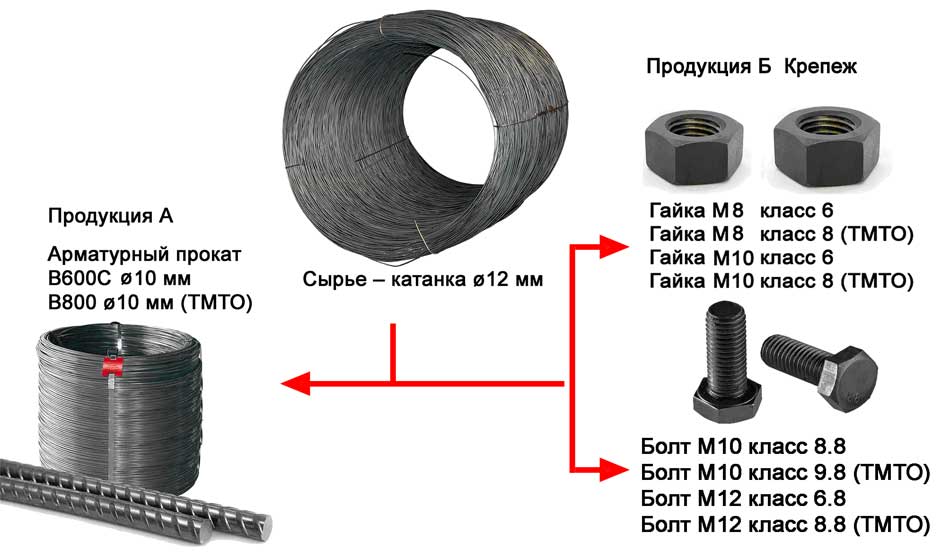 |
Рис. 2. Варианты производства метизной продукции из универсального сырья |
Авторы с благодарностью примут замечания и пожелания относительно материалов и выводов по данной статье на E-mail: armst_2000@mail.ru
Web-сайт “Термист” (termist.com)
Термомеханическое упрочнение арматурного проката
Отсутствие ссылки на использованный материал является нарушением заповеди "Не укради"
Редактор сайта: Гунькин И.А. (termist.com@gmail.com)