
Термомеханическое упрочнение арматурного проката
технология, средства, разработка
|
|
Термист Термомеханическое упрочнение арматурного проката технология, средства, разработка |
| Главная | О сайте | Стандарты | Технология | Устройства |
| Лаборатория | Библиотека | Глоссарий | Желтые страницы | Обратная связь |
<<< Оглавление <<< <<< Предыдущие разделы <<<
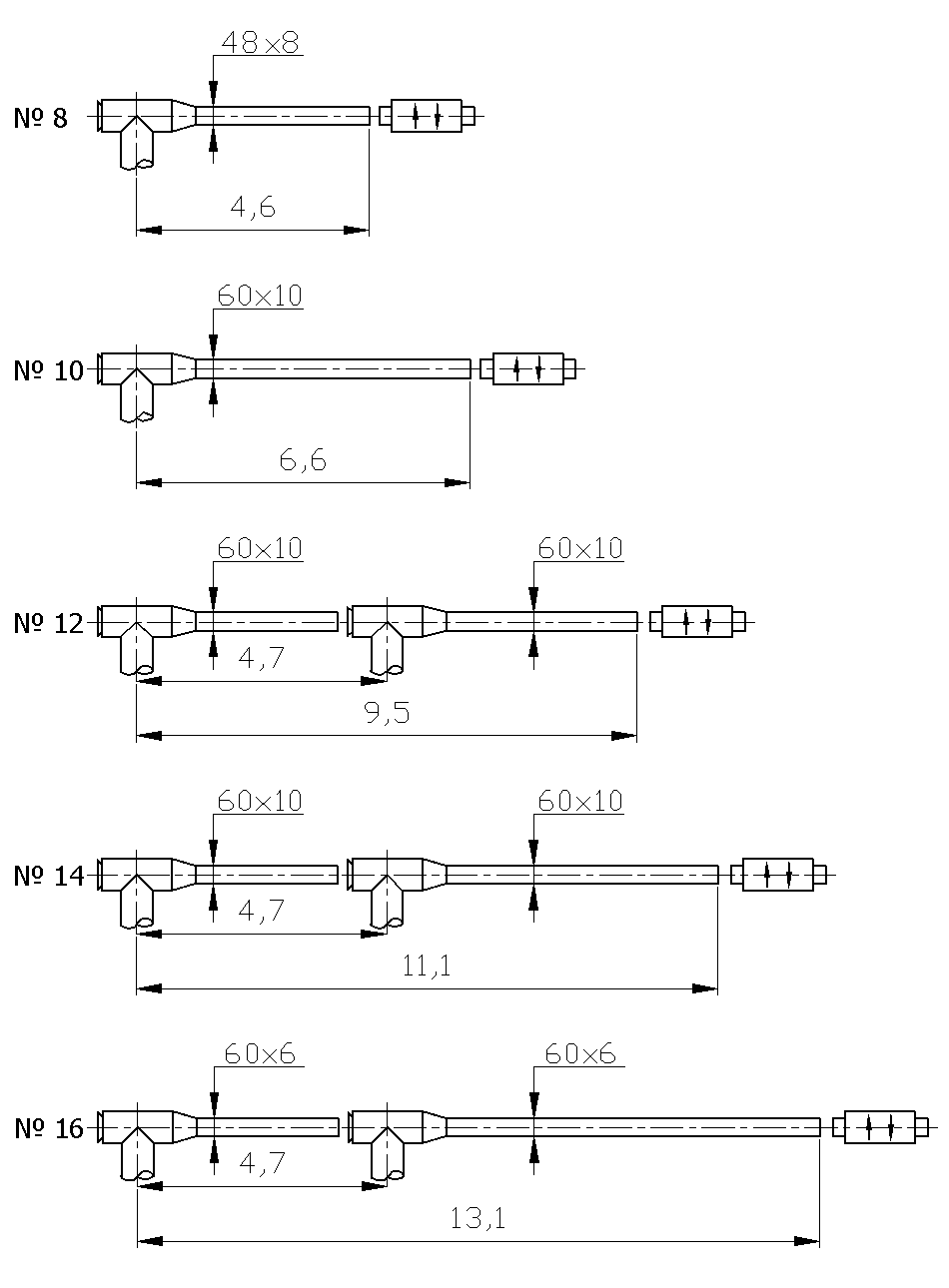 |
| Рис. 3. Принципиальная схема линии ускоренного охлаждения для термомеханического упрочнения проката диаметром 8 - 16 мм. |
<<< Оглавление <<< >>> Читать дальше >>>
Теплосодержание стали, соответствующее температурам начала и конца
ускоренного охлаждения (1070 и 540 °C) составляет
>> i = spline(i_ot_T(1,:), i_ot_T(2,:), [1070 540]);
iкп = 689 кДж/кг, iуо = 302 кДж/кг;
теплосодержание после первой секции ЛУО:
iI = (iкп + iуо)/2 = 495 (кДж/кг);
температура раската после первой секции ЛУО:
>> T_I = spline(i_ot_T(2,:), i_ot_T(1,:), 495000);
tºI = 747 ºC.
Рассчитаем длину I секции ЛУО:
>> L_SAO_cylinder_1(1070, 747, d, v_pr_max)
ans =
0.9568 1.3986 2.0001 2.3443 2.7656
Результаты вычислений представлены в Таблице 3.
| Диаметр проката, мм | 8 | 10 | 12 | 14 | 16 |
| Скорость прокатки, м/с | 14.5 ÷ 15.5 | 13.5 ÷ 14.5 | 13.4 ÷ 14.4 | 11.8 ÷ 12.4 | 10.2 ÷ 11.2 |
| Температура конца прокатки - 1070 ºC, температура самоотпуска - 540 ºC. | |||||
| Общая длина зоны активного охлаждения, м | 4.4 ± 0.1 | 6.4 ± 0.2 | 9.2 ± 0.3 | 10.9 ± 0.3 | 12.6 ± 0.6 |
| Длина I секции, м | 1.0 | 1.4 | 2.0 | 2.3 | 2.8 |
По-видимому, не имеет смысла разбивать ЗАО длиной 4.4 и 6.4 м для арматурного проката диаметром 8 и 10 мм на две зоны. Для этих размеров будем использовать по одной секции. Дальнейшие вычисления позволят проверить это допущение. Линии для термомеханического упрочнения арматурного проката диаметрами 12 - 16 мм следует унифицировать. Не имеет смысла делать коллектора для установки форсунок отдельно на 2.0, 2.3 и 2.8 м. Строгого формального подхода в этом вопросе мы пока предложить не можем. Однако, исходя из предположения, что из сортамента 12, 14 и 16 мм основной объем производства будет приходиться на арматурный прокат диаметром 12 мм, следует использовать деление L1/LΣ оптимальный для этого размера. Окончательные принятые нами длины зон ускоренного охлаждения показаны в Таблице 4 и на Рис. 3.
Для профилей диаметром 12 - 16 мм определим среднюю по сечению температуру
металла в конце I секции. Эти данные нам понадобятся при
определении расхода воды по
секциям.
>> T_uo_ot_L_cylinder_1(1070, [12 14 16], [14.4 12.4 11.2],
2)
ans =
746.2329 760.4713 778.3913
| Диаметр проката, мм | 8 | 10 | 12 | 14 | 16 |
| Скорость прокатки, м/с | 14.5 ÷ 15.5 | 13.5 ÷ 14.5 | 13.4 ÷ 14.4 | 11.8 ÷ 12.4 | 10.2 ÷ 11.2 |
| Температура конца прокатки - 1070 ºC, температура самоотпуска - 540 ºC. | |||||
| Длина I секции, м | - | - | 2.0 | ||
| Температура металла в конце I секции, ºC | 746 | 760 | 778 | ||
| Общая длина зоны активного охлаждения, м | 4.4 ± 0.1 | 6.4 ± 0.2 | 9.2 ± 0.3 | 10.9 ± 0.3 | 12.6 ± 0.6 |
Принципиальная схема линии ускоренного охлаждения для термомеханического упрочнения проката диаметром 8 - 16 мм
| Диаметр проката, мм | 8 | 10 | 12 | 14 | 16 |
| Скорость прокатки (максимальная), м/с | 15.5 | 14.5 | 14.4 | 12.4 | 11.2 |
| Относительная скорость потока, м/с | 5.0 | 4.5 | 4.0 | 3.0 | 2.0 |
| Скорость потока, м/с | 20.5 | 19.0 | 18.4 | 15.4 | 13.2 |
| Расход воды общий (минимальный), л/с | 14.1 | 20.7 | 29.5 | 34.6 | 40.8 |
| Расход воды по I секции, л/с | 15.0 | 16.2 | 17.8 | ||
| Расход воды по II секции, л/с | 14.5 | 18.4 | 23.0 | ||
| Требуемое сечение потока в I камере, мм2 | 689 | 1087 | 815 | 1052 | 1348 |
| Требуемое сечение потока во II камере, мм2 | 788 | 1195 | 1742 | ||
| Площадь сечения раската, мм2 | 50 | 79 | 113 | 154 | 201 |
| Общая площадь сечения I камеры (требуемая), мм2 | 740 | 1166 | 928 | 1206 | 1550 |
| Общая площадь сечения II камеры (требуемая), мм2 | 901 | 1349 | 1943 | ||
| Диаметр I камеры охлаждения, мм | 31 | 39 | 34 | 39 | 44 |
| Диаметр II камеры охлаждения, мм | 34 | 41 | 50 | ||
| Унифицированные диаметры | |||||
| Внутренний диаметр камеры охлаждения, мм | 32 | 40 | |||
| Тип трубы | 48×8 | 60×10 | |||
| Диаметр проката, мм | 8 | 10 | 12 | 14 | 16 |
| Скорость прокатки (максимальная), м/с | 15.5 | 14.5 | 14.4 | 12.4 | 11.2 |
| Относительная скорость потока, м/с | 5.0 | 4.5 | 4.0 | 3.0 | 2.0 |
| Минимальный расход воды в I секции, л/с | 14.1 | 20.7 | 15.0 | 16.2 | 17.8 |
| Минимальный расход воды во II секции, л/с | 14.5 | 18.4 | 23.0 | ||
| Диаметр камеры охлаждения, мм | 32 | 32 | 32 | 40 | 40 |
| Длина камеры I секции, м | 4.4 | 6.4 | 2.0 | 2.0 | 2.0 |
| Длина камеры II секции, м | 7.2 | 8.9 | 10.6 | ||
| Требуемое давление в I секции, кгс/см2 | 7.7 | 24.5 | 5.9 | 2.4 | 3.2 |
| Требуемое давление во II секции, кгс/см2 | 13.4 | 7.9 | 20.3 |
20.7 15.0 16.2 17.8 14.5 18.4 23.0
>> L_k = [4.4 6.4 2.0 2.0 2.0 7.2 8.9 10.6];
>> d_k = [32 32 32 40 40 32 40 40];
>> d_pr = [8 10 12 14 16 12 14 16];
>> v_pr = [15.5 14.5 14.4 12.4 11.2 14.4 12.4 11.2];
>> v_otn = [5.0 4.5 4.0 3.0 2.0 4.0 3.0 2.0];
>> Q_min = [14.1 20.7 15.0 16.2 17.8 14.5 18.4 23.0];
>> P_forsun(L_k, d_k, d_pr, v_pr, v_otn, Q_min)
ans =
7.6554 24.5451 5.8654 2.4055 3.1768 13.4449 7.8982 20.3091
Web-сайт “Термист” (termist.com)
Термомеханическое упрочнение арматурного проката
Отсутствие ссылки на использованный материал является нарушением заповеди "Не укради"
Редактор сайта: Гунькин И.А. (termist.com@gmail.com)