
Термомеханическое упрочнение арматурного проката
технология, средства, разработка
|
|
Термист Термомеханическое упрочнение арматурного проката технология, средства, разработка |
| Главная | О сайте | Стандарты | Технология | Устройства |
| Лаборатория | Библиотека | Глоссарий | Желтые страницы | Обратная связь |
УДК 669.14.018.291.3:621.789
Институт черной металлургии и Западно-Сибирский металлургический комбинат
(В работе принимали участие С.И. Морозов, И.Ф. Шинкарев, А.Г. Клепиков, И.А. Маянская, В.К. Коваль, А.Е. Костюченко)
Как известно [1, 2], термическое и термомеханическое упрочнение стали может способствовать усилению чувствительности к повышенному содержанию в ней металлургического водорода. Зависимость других физико-механических свойств термомеханически упрочненной стали от содержания водорода изучена недостаточно [2, 3]. Однозначно подтверждено снижение относительного удлинения стержневого проката всех уровней под влиянием металлургического водорода [1]. Водородное охрупчивание проявляется тем сильнее, чем прочнее сталь.
Обнаружено, что при повышенном содержании водорода в стали 35ГС, упрочненной до уровня класса Ат-V, ее пластические свойства резко ухудшаются и не достигают норм для этого класса. Выдержка упрочненной арматуры, в течение первых двух суток приводящая к последующему падению пластичности, в дальнейшем способствует ее восстановлению. Через 5 суток показатели пластичности повышаются до уровня требований, предъявляемых к классу Ат-V. По всем признакам это явление можно отнести к водородному охрупчиванию стали.
В условиях Западно-Сибирского металлургического комбината освоен выпуск стержневой арматуры классов Ат-IIIС, Ат-IVС, Ат-V и Ат-VI. Арматуру изготавливают из невакуумированной стали конвертерного производства, которая содержит определенное количество водорода, изменяющееся от плавки к плавке. Присутствие водорода может .оказывать влияние на показатели механических свойств арматуры после термомеханического упрочнения.
Действительно, анализ результатов сдаточных испытаний промышленных партий упрочненной арматуры показал, что такая характеристика пластичности, как относительное удлинение, недостаточно стабильна. Как правило, пониженной пластичности отвечал повышенный уровень прочностных свойств. В значительном числе случаев такое изменение механических свойств не могло быть объяснено изменением химического состава стали, параметров прокатки и термического упрочнения. Более того, наблюдалось также изменение пластических свойств термомеханически упрочненной арматуры при вылеживании. Сопоставление различных случаев отклонения показателей механических свойств от среднестатистических значений с известным влиянием водорода на свойства высокопрочной арматуры указывало на возможность появления в этих условиях водородной хрупкости, в связи с чем и было предпринято настоящее исследование.
Для изучения влияния повышенного содержания водорода в стали на уровень физико-механических свойств высокопрочной стержневой арматуры выплавили опытную плавку низкоуглеродистой кремнемарганцовистой стали 20ГС2, применяемой для изготовления арматуры класса Ат-VI. Опытная сталь содержала 0,22 % C, 1,91 % Si, 1,37 % Mn (серы и фосфора - до 0,03 %; технологические примеси - в пределах нормы по стандарту).
При выплавке опытной стали в технологию внесли изменения, способствующие насыщению металла водородом и сохранению его высокого уровня: для продувки в конвертере использовали влажный кислород, а в ковше - влажный азот; увеличили добавку извести-пушонки при загущении шлака; для раскисления применили непрокаленные ферросплавы; плавку продули до 0,05 % углерода с последующим науглероживанием в ковше непросушенным коксиком; расплав из конвертера слили в новый ковш.
В ковшевой пробе, отобранной до продувки азотом, общее содержание водорода соответствовало 8,37 см3/100 г, а после продувки оно понизилось до 6,20 см3/100 г, в том числе количество оставшегося к моменту анализа водорода в пробе 3,46 см3/100 г. Для определения содержания водорода жидкий металл ковшевых проб заливали в толстостенные медные кокили. Полученные цилиндрические отливки диаметром 8 мм до проведения анализа хранили при температуре твердой углекислоты. Содержание остаточного водорода определяли с помощью прибора RH-IE «Леко», количество свободно выделившегося водорода - по величине объема вытесненного глицерина из заполненной им емкости с анализируемым образцом.
Слитки опытной стали массой 12 т прокатали на непрерывно-обжимном стане на заготовку квадратного сечения (80×80 мм). Полученные заготовки в горячем состоянии разделили на две партии, одну из которых (контрольную) от температуры конца прокатки ~1000 °С охлаждали со скоростью 20 ÷ 25 К/ч до комнатной температуры и выдерживали при этой температуре, а другую партию (опытную) охлаждали со скоростью 60 ÷ 70 К/ч. Стержневая термомеханически упрочненная арматура диаметром 14 мм, полученная из заготовок контрольной партии, имела высокие прочностные и пластические свойства, удовлетворяющие требованиям класса Ат-VI (табл. 1).
| Проба * | Контрольная партия | Опытная партия | ||||||
| σ0,2, Н/мм2 | σв, Н/мм2 | δ5, % | δр, % | σ0,2, Н/мм2 | σв, Н/мм2 | δ5, % | δр, % | |
| ГГ | 1280 | 1440 | 10 | 3,0 | 1280 | 1440 | 6 | 1,0 |
| 1240 | 1400 | 10 | 2,0 | 1270 | 1430 | 4 | 1,6 | |
| 1240 | 1420 | 7 | 4,0 | 1280 | 1450 | 4 | 3,6 | |
| СС | 1280 | 1430 | 10 | 4,0 | 1250 | 1420 | 4 | 1,6 |
| 1250 | 1410 | 11 | 2,4 | 1250 | 1410 | 6 | 1,8 | |
| 1290 | 1440 | 13 | 3,6 | 1240 | 1400 | 9 | 3,8 | |
| ДД | 1250 | 1420 | 10 | 3,0 | 1230 | 1390 | 8 | 2,0 |
| 1240 | 1400 | 13 | 3,0 | 1240 | 1410 | 9 | 2,4 | |
| 1250 | 1410 | 10 | 3,0 | 1230 | 1400 | 8 | 2,0 | |
* Пробы проката отобраны из головной (ГГ), средней (СС) и донной (ДД) частей слитка |
Содержание водорода в готовом прокате определяли в натурных образцах арматурных стержней высотой 100 мм, отобранных непосредственно после прокатки и термического упрочнения (по 5 шт. для каждого случая).
Содержание водорода в арматуре от контрольной партии, прокатанной из средней по высоте слитка заготовки, составляло в среднем 1,96 см3/100 г. Отклонение содержания водорода в арматуре, прокатанной из головной и донной заготовок слитка, по сравнению с арматурой из средней части слитка составляло около 0,5 %. Минимальные и максимальные значения содержания (см3/100 г) водорода (числители) и средние значения (знаменатели) были следующими:
| Партия | ГГ | СС | ДД |
| Контрольная | 1,98 ÷ 2,25 2,10 |
1,88 ÷ 2,14 1,96 |
1,54 ÷ 1,93 1,82 |
| Опытная | 3,48 ÷ 3,88 3,61 |
2,98 ÷ 3,42 3,16 |
2,68 ÷ 2,90 2,75 |
При исследовании макроструктуры опытной партии заготовок в поперечном сечении выявили значительное количество флокенов, особенно в заготовках, прокатанных из головной части слитка. Количество флокенов убывало в направлении к донной части слитка. В заготовках, прокатанных из нее, наблюдались лишь единичные флокены (рис. 1). Как правило, флокены образуются в зонах осевой и внеосевой ликвации примесей. Число их и линейные размеры растут по мере вылеживания заготовок и достигают максимума на 6 - 8-й день.
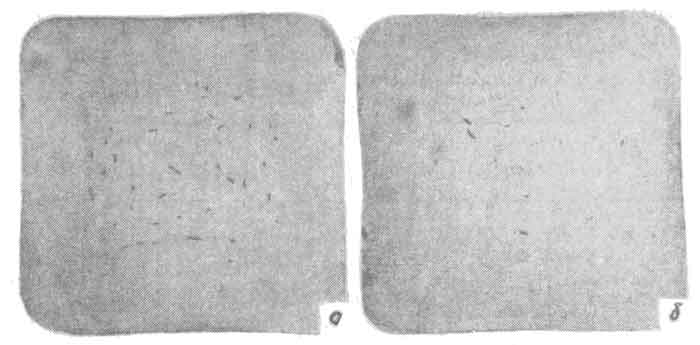 |
Рис. 1. Макроструктура (×1/2) заготовок сечением 80×80 мм из головной (а) и донной (б) частей раската слитка |
В заготовках контрольной партии не были обнаружены флокены.
Образование флокенов в заготовках опытной партии косвенно свидетельствует о повышенном содержании водорода в них. Непосредственное определение содержания водорода в прокатанной и термически упрочненной на класс Ат-VI арматуре из заготовок опытной партии подтвердило этот вывод. Остаточное содержание водорода в арматуре, полученной из головных заготовок, составляло 3,61 см3/100 г. Отмечается неравномерность содержания водорода по длине раската. Остаточное содержание водорода в арматуре от донных заготовок понижается до 2,75 см3/100 г. Сопоставление пластических характеристик δ5 и δр стержневой термомеханически упрочненной до класса Ат-VI арматуры диаметром 14 мм, прокатанной через одни сутки после выплавки из головной, средней и донной заготовок опытной партии (табл. 1), с содержанием водорода в этих заготовках показало их четкую корреляцию: показатели пластичности арматуры из головной и средней заготовок ниже требуемых для класса Ат-VI (δ5 > 7 %), а у арматуры из донной заготовки они удовлетворяют классу Ат-VI.
При комнатной температуре из упрочненной арматуры контрольной партии водород выделяется слабо. Так, в течение 7 суток общий объем составил в среднем 0,25 см3/100 г, при этом остаточное содержание водорода в арматуре понизилось до 1,60 ÷ 1,83 см3/100 г, механические характеристики не изменились.
Кинетика выделения водорода при комнатной температуре из арматуры опытной партии имеет более сложный характер. Величина объема выделяющегося водорода, незначительная в первые сутки, резко возрастает за вторые сутки, достигая максимума на третьи, и далее падает, стабилизируясь на 8 - 9-е сутки после прокатки (рис. 2).
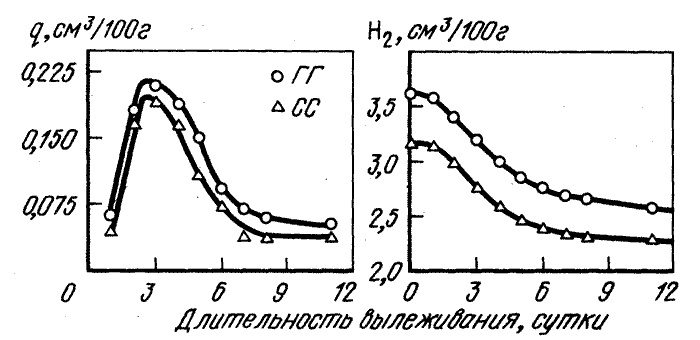 |
Рис. 2. Изменение объема суточного выделения водорода (q) и общего содержания водорода H2 в термомеханически упрочненной арматурной стали 20ГС2: ГГ и СС - арматура, прокатанная из головной и из средней части слитка соответственно |
Исследование пластических свойств термомеханически упрочненной арматуры из головной заготовки опытной партии, прокатанной через сутки после выплавки, показало, что низкое в день прокатки относительное удлинение через сутки вылеживания при комнатной температуре несколько повышается, затем снова снижается, достигая минимума на третьи - четвертые сутки, после чего возрастает до уровня 10 ÷ 13 %, который сохраняется далее стабильным (рис. 3, а). Нижнего браковочного уровня по относительному удлинению для класса Ат-VI арматура из головной заготовки достигает на шестые сутки после прокатки, однако гарантированным сроком вылеживания такой арматуры в условиях опыта следует считать 7 - 8 сут. Это соответствует остаточному содержанию водорода в арматуре около 2,70 см3/100 г (рис. 2).
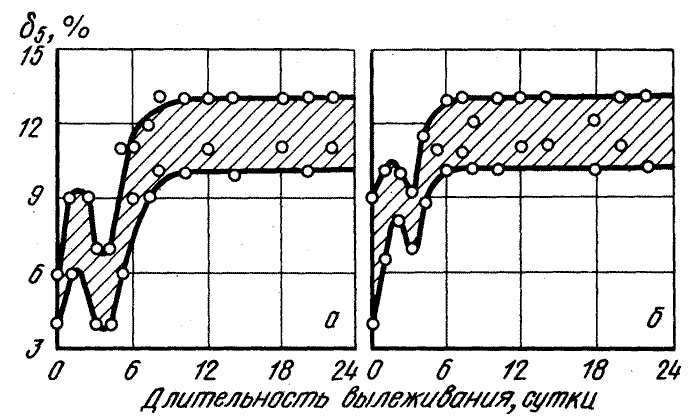 |
Рис. 3. Изменение относительного удлинения (δ5) арматуры из стали
20ГС2 в процессе выдержки ее после прокатки и термомеханического упрочнения: |
Характер изменения относительного удлинения арматуры из средней заготовки аналогичен описанному для арматуры из головной заготовки. Однако уровень снижения относительного удлинения оказывается выше нижнего браковочного предела, вторичное повышение относительного удлинения начинается раньше, как и раньше достигается максимальная его величина (рис. 3, б).
Полученные данные об изменении механических свойств высокопрочной арматуры характерны для водородного охрупчивания стали.
Исследование механических свойств арматуры из заготовок опытной партии с флокенами не выявило заметного их влияния на комплекс свойств высокопрочной арматуры.
Результаты фрактографических исследований образцов термомеханически упрочненной арматуры класса Ат-VI из заготовок опытной партии после испытаний на растяжение позволяют дополнительно охарактеризовать изменение их пластичности.
Во всех исследованных случаях плоскость излома, как правило, перпендикулярна оси стержня. Доля хрупкой составляющей в изломе максимальна в день прокатки и в арматуре из головных заготовок достигает 50 % площади излома (рис. 4, а). Через сутки она снижается до 37 %, на 3 - 4-е сутки вновь возрастает до максимального уровня, далее наблюдается вторичное уменьшение количества хрупкой составляющей до 30 % и менее. Строение зоны вязкого разрушения приобретает воронкообразный вид (рис. 4, б). В целом строение изломов высокопрочной арматуры опытной партии после длительного вылеживания приближается к строению изломов арматуры, прокатанной из заготовок контрольной партии, которые также имеют смешанное строение: воронкообразное вязкое в периферийной зоне, с долей хрупкой составляющей - в осевой. В процессе вылеживания доля хрупкой составляющей в арматуре контрольной партии практически не изменяется и находится в пределах 20 - 25 %.
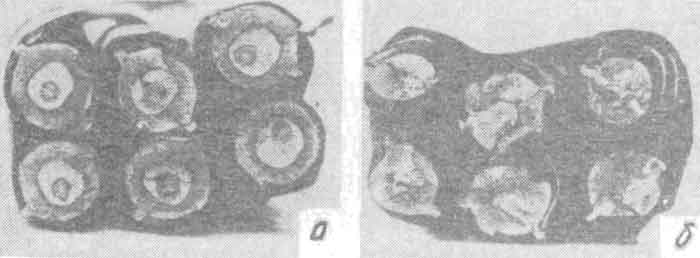 |
Рис. 4. Виды изломов термомеханически упрочненной
стержневой арматуры из стали 20ГС2 при испытании на растяжение: |
Термическое упрочнение арматуры до достижения классов прочности Ат-V и Ат-IV, которая была прокатана из заготовок опытной партии, выполнено параллельно с упрочнением арматуры на класс Ат-VI. Оказалось (табл. 1), что падение пластических характеристик в арматуре из головных заготовок наблюдается при всех исследованных уровнях прочности. Однако, как видно из табл. 2, если при упрочнении на класс Ат-V в арматуре из головной заготовки наблюдаются выпады маханических свойств по относительному удлинению ниже браковочного уровня данного класса, то для арматуры класса Ат-IV таких выпадов не зафиксировано. Приведенные результаты свидетельствуют о том, что чувствительность высокопрочной термомеханически обработанной арматурной стали к водородному охрупчиванию возрастает с повышением уровня прочности.
| Проба * | Контрольная партия | Опытная партия | ||||||
| σ0,2, Н/мм2 | σв, Н/мм2 | δ5, % | δр, % | σ0,2, Н/мм2 | σв, Н/мм2 | δ5, % | δр, % | |
| ГГ | 1000 | 1140 | 9 | 2,0 | 760 | 930 | 12 | 4,0 |
| 1020 | 1160 | 8 | 2,0 | 760 | 920 | 14 | 4,0 | |
| 950 | 1110 | 7 | 1,6 | 790 | 950 | 14 | 4,0 | |
| СС | 1020 | 1150 | 10 | 2,0 | 780 | 940 | 15 | 4,0 |
| 940 | 1100 | 9 | 3,0 | 760 | 930 | 14 | 6,0 | |
| 960 | 1120 | 11 | 2,6 | 750 | 920 | 14 | 5,0 | |
| ДД | 960 | 1120 | 12 | 3,0 | 780 | 950 | 13 | 5,0 |
| 970 | 1140 | 12 | 2,6 | 750 | 920 | 16 | 4,0 | |
| 950 | 1100 | 13 | 2,2 | 760 | 920 | 14 | 5,0 | |
Сопоставление результатов исследования свойств высокопрочной арматуры, полученной из заготовок контрольной партии, прошедших предварительную обработку перед прокаткой, и арматуры из заготовок опытной партии после длительного вылеживания в термически упрочненном состоянии свидетельствует о довольно близких конечных результатах. Однако достижение удовлетворительных значений пластических свойств путем вылеживания упрочненной арматуры при комнатной температуре требует более длительного времени, чем предварительная подготовка заготовок для прокатки высокопрочной арматуры. Кроме того, как показали результаты экспериментов, при регламентированном охлаждении и выдержке заготовок перед прокаткой обеспечивается более низкий уровень содержания водорода в стали.
Учитывая это и принимая во внимание данные о том, что при пониженных температурах процесс десорбции водорода [4], а следовательно, и восстановления пластических свойств арматуры резко замедляется, способ предварительной обработки заготовок перед прокаткой термомеханически упрочняемой арматуры следует признать более технологичным.
В высокопрочных низкоуглеродистых кремнемарганцовистых термомеханически упрочненных арматурных сталях проявляется эффект водородного охрупчивания. При этом с повышением уровня прочностных свойств склонность сталей к водородному охрупчиванию возрастает.
Предельное остаточное содержание водорода в изученной арматурной стали 20ГС2, при котором комплекс механических свойств в термомеханически упрочненном состоянии на уровне класса Ат-VI удовлетворяет требованиям стандарта составляет 2,70 см3/100 г (в условиях проведенного исследования).
Содержание водорода по высоте слитка, уменьшается в направлении от верхней к донной его части.
Повышенное содержание водорода вызывает образование значительного количества флокенов в заготовках. Число и линейные размеры флокенов зависят от времени вылеживания заготовок и горизонта слитка, из которого они получены. В работе не обнаружено влияния флокенов в заготовках на комплекс механических свойств термомеханически упрочненной арматуры.
Водородное охрупчивание высокопрочной термомеханически упрочненной арматуры может быть предупреждено предварительной подготовкой заготовок к прокатке путем регламентированного их охлаждения или длительным вылеживанием упрочненной арматуры. При этом первый вариант более предпочтителен и технологичен.
1. Заика В.И. Исследование водородной хрупкости высокопрочных арматурных сталей и разработка способов ее устранения. Автореф. канд. техн. наук дис. М., 1981. 18 с.
2. Тупилко В.М., Заика В.И., Швед М.М., Тупилко Т.В. // ФХММ. 1974. № 4. стр. 47 - 50.
3. Астафьев А.А. // Металловедение и термическая обработка металлов. 1984. № 2. стр. 2 - 7.
4. Шаповалов В.И. Влияние водорода на структуру и свойства железоуглеродистых сплавов. - М.: Металлургия, 1982. - 158 с.
См. также: Подборка материалов по вопросу водородного охрупчивания проката
Водородное охрупчивание высокопрочной низкоуглеродистой кремнемарганцовистой арматурной стали / Черненко В.Т., Сидоренко О.Г., Федорова И.П. и др. // Сталь. № 6. 1988. с. 85 - 89.
Web-сайт “Термист” (termist.com)
Термомеханическое упрочнение арматурного проката
Отсутствие ссылки на использованный материал является нарушением заповеди "Не укради"
Редактор сайта: Гунькин И.А. (termist.com@gmail.com)