
Термомеханическое упрочнение арматурного проката
технология, средства, разработка
|
|
Термист Термомеханическое упрочнение арматурного проката технология, средства, разработка |
| Главная | О сайте | Стандарты | Технология | Устройства |
| Лаборатория | Библиотека | Глоссарий | Желтые страницы | Обратная связь |
УДК 669.14.018.291.3
ЦНИИчермет и Череповецкий металлургический завод
Череповецкий металлургический завод выпускает стержневую арматуру диаметром 12 - 18 мм класса A-V из разработанной ЦНИИчерметом стали 23Х2Г2Т, которая предназначена для предварительно напряженных железобетонных конструкций.
Согласно ГОСТ 5781-75 арматурная сталь класса A-V должна иметь механические свойства σ0,2 ≥ 80 кгс/мм2, σв ≥ 105 кгс/мм2, δ5 ≥ 7 % и угол загиба вокруг оправки диаметром 5d (где d - диаметр испытываемого стержня) не менее 45°.
Особенностью в технологии производства арматурной стали 23Х2Г2Т является то, что заготовки квадрат 80 мм и длиной 12 м после прокатки на непрерывно-заготовочном стане выдерживают в неотапливаемых колодцах замедленного охлаждения в течение 45 ч с температуры посадки 500 ÷ 550 °С, а готовый профиль (диаметром 12 - 18 мм), получаемый на стане 250, подвергают низкотемпературному обезводораживающему отпуску при 250 ÷ 350 °С в колпаковых печах.
Обычно прокатка арматурной стали класса A-V ведется крупными монтажными партиями (500 ÷ 1000 т и более). В этих условиях термические средства не в состоянии принять с потока высокопроизводительных непрерывных станов весь прокатываемый металл, что явилось одной из причин ограничения объема производства этой стали. Неизбежные задержки в проведении низкотемпературного отпуска на 1,5 ÷ 2 сут приводят в некоторых случаях к растрескиванию арматурных стержней (главным образом при содержании марганца, хрома и углерода на верхних пределах марочного состава). Как правило, такой металл имеет повышенную прочность и пониженную пластичность.
Взаимосвязанные показатели прочностных и пластических свойств тесно связаны с наличием водорода, содержание которого в стали 23Х2Г2Т на металлургических переделах составляет 5 ÷ 7 см3/100 г и более (0.025 ÷ 0.035 % ат.). Присутствие водорода в таких количествах приводит к полной потере пластичности готовой арматурной стали [1, 2]; поэтому водород необходимо удалить до содержаний не более 2 см3/100 г во избежание растрескивания на промежуточных переделах.
При выполнении этих условий можно ожидать, что в готовом сорте в горячекатаном состоянии будет получен комплекс требуемых прочностных и пластических свойств без проведения обезводораживающего отпуска. Поэтому было поставлено целью разработать такую технологическую схему изготовления высокопрочной арматурной стали, при которой удаление водорода было бы обеспечено без специальной операции отпуска. Для получения обусловленных стандартом механических свойств горячекатаная арматурная сталь 23Х2Г2Т должна приобретать при охлаждении на воздухе (после прокатки на холодильнике) бейнитную структуру. Вследствие замедленного охлаждения в крупных профилях и малого содержания (ниже нижнего предела, обусловленного техническими условиями) легирующих элементов возможно образование перлита. В этом случае прочность будет ниже необходимой. Появление наряду с бейнитом мартенсита приводит к снижению пластичности.
Следует иметь в виду, что γ-железо характеризуется высокой растворимостью водорода; процесс диффузии водорода активизируется лишь после γ→α-превращения. При этом коэффициент диффузии снижается с уменьшением температуры (табл. 1).
| t, °C | Dγ-Fe | Dα-Fe |
| 20 | 2.976·10-11 | 4.0210-6 |
| 200 | 5.54210-8 | 4.7010-5 |
| 400 | 2.10710-6 | 1.52810-4 |
| 800 | 5.26910-5 | 4.38610-4 |
Из предварительных исследований микроструктуры и из данных табл. 1 следует, что для достаточно полного удаления водорода непосредственно в процессе производства арматурная сталь должна находиться в α-состоянии некоторое время при температурах выше 400 °С (см. также). Создается противоречие: с одной стороны, для получения нужной прочности необходимо иметь бейнитную структуру, образующуюся при температурах ниже 400 °С, но с другой, - для выделения водорода надо вызвать γ→α-превращение, по крайней мере при температуре не ниже 600 °С; это приводит к образованию перлита и не обеспечивает необходимой прочности. (По той же причине проблема удаления водорода для высокопрочных сталей с феррито-перлитной структурой, например, для арматурной стали типа 35ГС класса прочности A-III с σ0,2 ≥ 40 кгс/мм2, вообще не возникает).
Это противоречие разрешается следующим образом [4]. Технология производства высокопрочной арматурной стали такова, что слитки прокатывают на заготовки квадрат 80 мм с последующим охлаждением их в колодцах, а окончательная прокатка на круг диаметром 12 - 18 мм ведется с охлаждением на воздухе.
Если подобрать экспериментально такой состав стали, при котором в первом случае охлаждение (замедленное) заготовок квадрат 80 мм вызовет распад аустенита по перлитной реакции, а во втором случае ускоренное охлаждение готового проката диаметром 12 - 18 мм вызовет бейнитное превращение, то это обеспечит выделение водорода уже в заготовках, так как γ→α-превращение закончится к 600 °С и приведет к образованию бейнита и приобретению соответствующей прочности в готовом прокате (рис. 1). Необходимость в отдельной операции обезводораживающего отпуска, очевидно, отпадает.
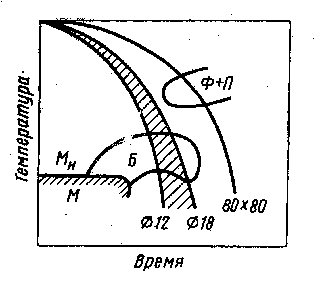 |
Рис. 1. Оптимальная диаграмма термокинетического распада аустенита горячекатаной арматурной стали класса прочности A-V (схема) при различном размере сечения (цифры у кривых- мм; М- мартенсит, Б-бейнит, Ф- феррит, П- перлит) |
Таким образом, требовалось подобрать состав арматурной стали (варьируя содержания углерода, марганца и хрома), при котором обеспечивалось бы превращение по схеме, изображенной на рис. 1.
Исследование влияния перечисленных элементов значительно упрощается, поскольку содержание углерода должно находиться в пределах 0.18 ÷ 0.26 % (иначе не будет обеспечены необходимые механические свойства при бейнитной структуре), а влияние марганца и хрома на превращение переохлажденного аустенита одинаково, поэтому вместо содержания каждого элемента можно обойтись их суммой [5, стр. 52 - 54].
Влияние углерода (0.22 ÷ 0.26 %) и суммы Mn+Cr (в пределах 2.45 ÷ 3.2 %) на кинетику распада аустенита представлено на серии термокинетических диаграмм (рис. 2).
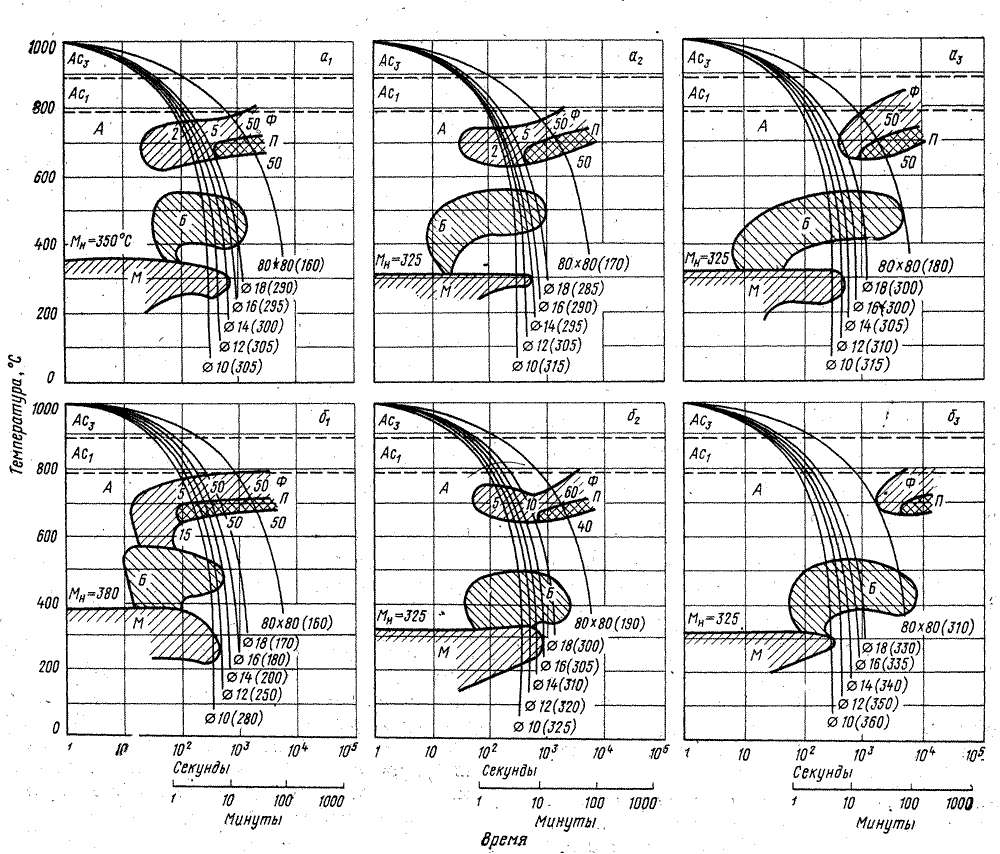 |
Рис. 2. Термокинетические диаграммы распада аустенита стали
23Х2Г2Т: |
Рассмотрение этих диаграмм показывает, что обеспечить превращение полностью по схеме на рис. 1 невозможно; тем не менее дополнительные опыты показали, что выделение при охлаждении 2 ÷ 5 % феррита существенно не отразится на свойствах готового проката.
Отсюда следует, что в сталях с 0.22 ÷ 0.26 % C и 2.6 % (Mn+Cr) обеспечиваются необходимые условия превращения, как и в стали, содержащей 0.20 % C и 2.9 % (Mn+Cr); сталь с 0.19 % C и 2.45 % (Mn+Cr) слишком «мягкая» - перлит образуется в ней и при охлаждении готового сорта (диаметром 12 - 18 мм), а сталь, содержащая 0.19 % C и 3.2 % (Mn+Cr), наоборот, - слишком «крепкая» - бейнитная структура образуется в ней и в заготовке квадрат 80 мм, что не обеспечивает своевременного удаления водорода.
Процесс превращения легко контролируется по твердости, поскольку твердость перлита (точнее феррито-перлитной структуры) существенно отличается от твердости бейнита (рис. 2): перлитную структуру стали 23Х2Г2Т характеризует твердость в пределах НВ 150 - 200, тогда как при бейнитной структуре твердость составляет НВ 300 - 350. В соответствии с уровнем твердости устанавливается и значение прочности. Для перлитной структуры временное сопротивление будет равно 60 ÷ 70 кгс/мм2, а для бейнитной с содержанием избыточного феррита не более 5 % около 105 ÷ 120 кгс/мм2 (более высокая прочность свидетельствует о наличии мартенситных продуктов превращения, что ведет, как правило, к понижению пластических характеристик).
Анализ механических свойств текущих плавок (табл. 2) позволяет сделать следующие выводы. При содержании марганца в сумме с хромом 2.5 % прочность, требуемая по стандарту для арматурной стали класса A-V, не достигается ни при каком содержании углерода в пределах марочного (0.18 ÷ 0.26 %).
| Класс | Mn+Cr | C | σв, кгс/мм2 | Класс | Mn+Cr | C | σв, кгс/мм2 | ||||
| а | б | в | а | б | в | ||||||
| А-IV | 2.5 | 0.18 | 55 | 80 | 78 | А-V | 2.9 | 0.18 | 60 | 109 | 105 |
| 0.20 | 57 | 96 | 90 | 0.20 | 65 | 114 | 110 | ||||
| 0.22 | 60 | 100 | 97 | 0.22 | 70 | 116 | 112 | ||||
| 0.24 | 62 | 103 | 99 | 0.24 | 73 | 118 | 114 | ||||
| 0.26 | 63 | 104 | 102 | 0.26 | 75 | 120 | 117 | ||||
| 2.6 | 0.18 | 55 | 103 | 97 | 3.0 | 0.18 | 70 | 117 | 113 | ||
| А-V | 0.20 | 60 | 105 | 100 | 0.20 | 75 | 118 | 113 | |||
| 0.22 | 60 | 108 | 104 | 0.22 | 80 | 119 | 115 | ||||
| 0.24 | 62 | 110 | 107 | 0.24 | 85 | 122 | 117 | ||||
| 0.26 | 64 | 113 | 110 | 0.26 | 87 | 125 | 120 | ||||
| 2.7 | 0.18 | 57 | 105 | 100 *2 | 3.1 | 0.18 | 80 | 118 | 114 | ||
| 0.20 | 60 | 110 | 105 | 0.20 | 84 | 120 | 116 | ||||
| 0.22 | 63 | 114 | 109 | 0.22 | 90 | 124 | 120 | ||||
| 0.24 | 65 | 117 | 112 | 0.24 | 93 | 127 | 123 | ||||
| 0.26 | 67 | 119 | 115 | 0.26 | 97 | 129 | 125 | ||||
| 2.8 | 0.18 | 60 | 108 | 105 | 3.2 | 0.18 | 90 | 119 | 115 | ||
| 0.20 | 60 | 110 | 108 | 0.20 | 95 | 122 | 118 | ||||
| 0.22 | 63 | 114 | 110 | 0.22 | 100 | 126 | 122 | ||||
| 0.24 | 65 | 118 | 112 | 0.24 | 103 | 128 | 125 | ||||
| 0.26 | 67 | 120 | 115 | 0.26 | 105 | 130 | 127 | ||||
*1 а, б, в - временное сопротивление в заготовке 80×80 мм и в арматурных стержнях диаметром 12 и 18 мм; курсивом сверху очерчена область составов, при которых может быть получена только арматура класса A-IV (без применения отпуска), снизу - область составов, при которых класс прочности A-V достигается с применением отпуска для удаления водорода. *2 Нужен отпуск |
При 2.6 % (Mn+Cr) содержание углерода должно быть в пределах 0.24 ÷ 0.26 %, а при 2.7 % - в пределах 0.20 ÷ 0.26 %. При суммарном содержании марганца с хромом 2.8 ÷ 2.9 % необходимые свойства в заготовке квадрат 80 мм и в готовом сорте диаметром 12 и 18 мм достигаются при любом (в пределах марочного) содержании углерода. При 3.0 % суммы марганца с хромом перлитная структура в заготовке может быть получена лишь при 0.18 % C, а при 3.1 - 3.2 % она не достигается ни при каком содержании углерода.
Такие стали должны подвергаться в готовом сорте обезводораживающему отпуску для удаления водорода.
По ГОСТ 5781-75 установлены следующие допуски на содержание легирующих элементов в стали 23Х2Г2Т (минусовое отклонение регламентируется только по титану):
| C, % | Mn, % | Si, % | Cr, % | Ti, % |
| 0.19 ÷ 0.26+0.02 | 1.4 ÷ 1.7+0.1 | 0.4 ÷ 0.7+0.05 | 1.35 ÷ 1.70+0.05 | 0.02 ÷ 0.07+0.01 |
При суженных пределах допуска - 0.18 ÷ 0.26 % C и 2.7 ÷ 2.9 % (Mn+Cr), - таким образом, можно обойтись без отпуска готового проката для удаления водорода (при сумме марганца с хромом 2.6 и 3.0 % содержание углерода при этом должно быть соответственно 0.20 ÷ 0.26 и 0.18 ÷ 0.20 %). Отклонения по химическому составу допускаются стандартом при соблюдении норм по механическим свойствам.
Следует иметь в виду, что указанный суженный интервал содержания элементов создает лишь условия для удаления водорода (при этом обеспечивается перлитное превращение в заготовке квадрат 80 мм при ее охлаждении до посадки в колодцы), но не гарантирует его полного удаления из металла. Для этого требуется диффузия водорода на большие расстояния, для чего должна предусматриваться достаточно длительная выдержка (или весьма замедленное охлаждение) в районе температур 600 ÷ 400 °C.
На практике заготовки квадрат 80 мм при температуре 500 ÷ 550 °C, т. е. после окончания перлитного превращения, выдерживают в неотапливаемых колодцах в течение 45 ч, что достаточно для практически полного удаления водорода (до 2 см3/100 г и менее). При предложенном способе селектирования плавок стали 23Х2Г2Т и соблюдении технологии удается обойтись без отпуска для удаления водорода и без вылеживания после окончания прокатки.
Установлены суженные допуски по содержанию углерода и суммы марганца с хромом в высокопрочной арматурной стали 23Х2Г2Т. При таком селектировании стали 23Х2Г2Т и соблюдении определенного температурного режима посадки и выдержки в колодцах не требуется ни отпуска готового проката для удаления водорода, ни его выдержки (вылеживания).
1. Гуляев А.П. - «Сталь», 1969, № 7, с. 653 - 656.
2. Бочков Н.Г., Алексеев Ю.Н., Ильченко М.М. и др. - «Сталь», 1975, № 2, с. 134 - 137.
3. Чуйко Н.М. - «Сталь», 1951, № 6, с. 487 - 493.
4. Гуляев А.П., Ананьевский М.Г., Ильченко М.М. и др. Авт. свид. № 501086. — «Открытия, изобрет., пром. образцы и тов. знаки», 1976, № 4, с. 71.
5. Высокопрочные арматурные стали. М., «Металлургия», 1966. 139 с. с ил. Авт.: А.П. Гуляев, С.А. Астафьев, М.А. Волкова и др.
См. также: Подборка материалов по вопросу водородного охрупчивания проката
Исследование и совершенствование технологии производства высокопрочной арматурной стали 23Х2Г2Т / Гуляев А.П., Ильченко М.М. // Сталь. № 8. 1977. стр. 751 - 753.
Web-сайт “Термист” (termist.com)
Термомеханическое упрочнение арматурного проката
Отсутствие ссылки на использованный материал является нарушением заповеди "Не укради"
Редактор сайта: Гунькин И.А. (termist.com@gmail.com)